
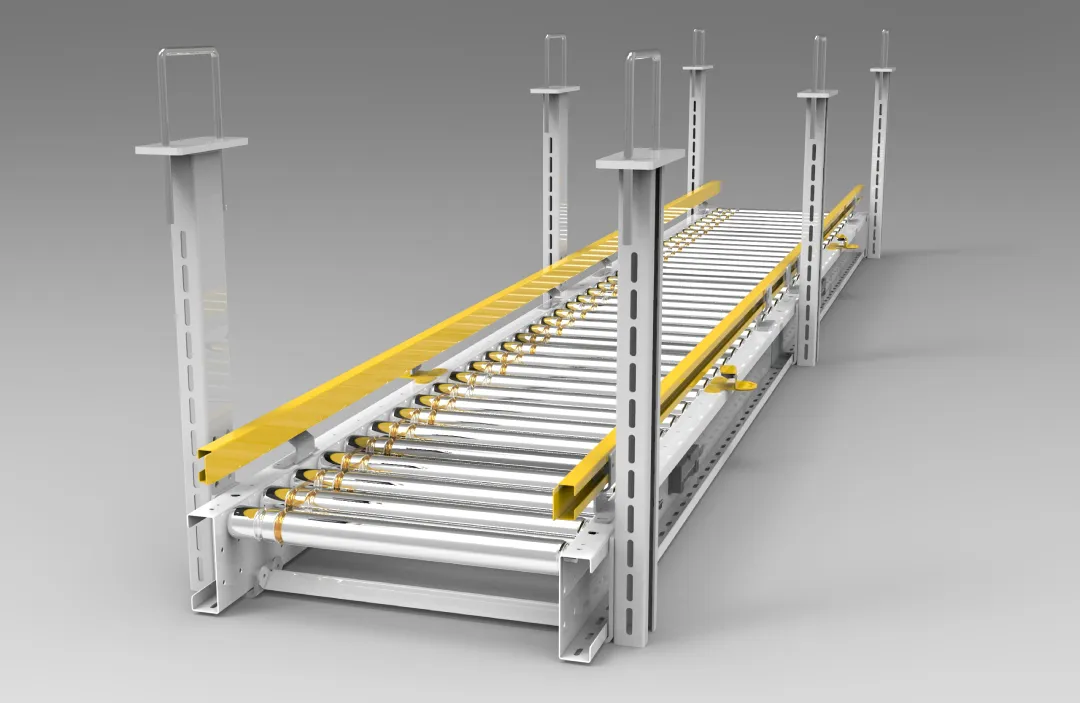
An overhead conveyor is a system that moves materials or goods along tracks mounted above the ground, freeing up floor space. Common in industries like manufacturing and automotive, it uses trolleys to carry items, powered by a drive unit. Overhead conveyors are efficient for handling heavy loads, optimizing workflows, and navigating tight spaces. They can be designed as monorail or loop systems depending on the application.
Utilizes overhead space, freeing up floor space for other processes.
Suitable for various materials, weights, and industries.
Enables smooth, continuous transport of goods.
Can be tailored to specific layouts and requirements.
Designed to handle heavy loads and harsh environments.
Generally, requires minimal upkeep due to robust design.
Transporting car parts through assembly lines for efficient manufacturing.
Moving heavy or bulky items through different stages of production, such as in metalworking or furniture manufacturing.
Carrying packaged goods or ingredients in food factories, ensuring hygiene and minimizing handling.
Used in dry cleaning or garment stores for hanging clothes and organizing inventory.
Efficiently moving goods in storage or sorting facilities.
Moving delicate parts through assembly lines with minimal contact to prevent damage.
Transporting materials in clean room environments while maintaining hygiene standards.
Handling small packages or items in large distribution centres, streamlining sorting and transportation.
Allow operators to quickly halt the conveyor in case of an emergency.
Prevents damage to the system by stopping it if it carries too much weight.
Protect workers from moving parts, reducing the risk of injury.
Detect obstructions or blockages and automatically stop the system to avoid damage or accidents.
Use infrared beams to detect when an operator or object is too close to moving parts, triggering an automatic shutdown.
Alert workers to potential issues, such as blockages or malfunctions.
Ensures that all safety systems and components are functioning properly.
By operating overhead, they free up valuable floor space for other activities.
Streamlines material handling, reducing the need for manual labour and speeding up processes.
Keeps materials off the floor, minimizing clutter and reducing the risk of accidents.
Can be customized to fit complex or restricted spaces, with options for straight, curved, or loop configurations.
Capable of transporting heavy and bulky items with ease.
Continuous movement helps maintain a steady flow of materials, improving overall production speeds.
With fewer manual handling steps, items are less likely to be damaged.
Energy-efficient motors and minimal maintenance requirements contribute to cost savings.








Connect with our automation specialists to discover efficient, reliable, and cost-effective material handling and warehouse solutions tailored to your business needs.